
Plain and simple: Maximize your battery life
July 26, 2017
Blog

There are many items that affect battery life. Be sure you check all the boxes, including the comparator, which could come from Maxim Integrated.
When you’re evaluating portable consumer electronics, you probably weigh a bunch of factors before opening your wallet. Lifestyle fit, product features, and battery life could be on your list. That’s why companies designing these products continually face the same power-management challenges—they need to safely extend runtime while optimizing battery performance.
The need for robust power management will continue to grow in the face of vast investment in artificial intelligence (AI), augmented reality (AR), and virtual reality (VR) technologies coupled with voracious consumer demand. Therefore, system design must revolve around efficiently utilizing the power available from ever smaller batteries to support more advanced features.
From a design point of view, system engineers must know the basics, such as when the battery is full and should be disconnected from the charger and when the battery voltage is discharged and should be connected to the charger. Optimizing charging and managing battery temperature tolerances to achieve better power management performance further complicates the system design challenge.
Most systems use a microcontroller (MCU) to monitor and control the battery supply and indicate low-battery or full-charge states. Dedicated battery-management solutions also provide a superb method for optimizing battery performance.
In all cases, battery monitoring and management circuits will control one or more of these key factors that affect the battery’s lifespan:
- How much current the battery can provide for a specified output voltage range over a particular time period
- How much current the battery can take in (during charging)
- The voltage level to which it can be charged (or maximum safety voltage)
- The voltage level to which it can be used (or minimum safety voltage)
- Temperature-range tolerance levels
Maximum safety operating voltage indicates that the battery is fully charged and ready for use. Minimum cut-off or disconnect voltage denotes when the cell has drained. Attempting to charge above the maximum safety operating voltage is possible, but comes with the risk of reduced lifespan and other potentially catastrophic consequences. The same risks apply when going below the discharge voltage level.
All of the above affects the battery’s inherent thermal stability and lifespan. Hence, voltage and temperature monitoring are critical.
A comparator with a window function is a cost-effective solution for monitoring battery voltage. This solution removes the need for additional software and reduces power consumption by allowing the system MCU to monitor battery voltage in sleep mode, while simply responding to flags from the comparator. Furthermore, the comparator circuit is small, ideal for applications with board space constraints.
The examples shown use the hysteresis of the comparator of desired voltage to monitor the battery voltage. VTRIP_HIGH would be the charged voltage and VTRIP_LOW would be the discharged voltage. When the output goes low, signaling an interrupt for the controller, it can be either a low- or high-charged voltage—the controller must ascertain which it is.
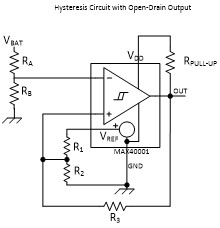
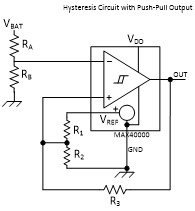
Maxim’s MAX40000, MAX40001, and MAX40002-MAX40005 series of comparators deliver low power in a small footprint with an internal reference that’s under 1 µA quiescent current. These specs make suit them for power monitoring with stringent power-dissipation requirements. The comparators’ lower quiescent current is comparable to the current typical self-discharge rate of the battery cells, making them useful for applications that involve long sleep times or low duty cycles coupled with a long battery life requirement.
For further reading, good sources of information can be found at batteryuniversity.com and Batteryspace.com.
Ashwin Badri Narayanan is an applications engineer supporting standard analog and signal chain products at Maxim Integrated.
Nhu Nguyen is a business manager specializing in business development and product marketing in the Core Products Group at Maxim Integrated. She has 10 years of semiconductor experience.



